
Нержавеющая сталь характеризуется отличными эксплуатационными качествами, поэтому используется во многих сферах производства и в быту. Самым эффективным способом соединения металла является сварка. Рассмотрим, чем варить нержавейку, чтобы шов был крепким и долговечным, при каких температурных условиях и где применяется этот вид стали.
Особенности нержавейки
Популярность нержавеющей стали обуславливается ее свойствами:
- Минимум усилий для обработки.
- Значительная прочность, износостойкость, устойчивость к механичным повреждениям.
- Долговечность изделий.
- Устойчивость к окислению и коррозии.
- Привлекательный вид готового изделия, возможность полировки для придания блеска.
В основе сплава лежит железо, которое легко ржавеет. Для снижения степени его окисления добавляют хром. Получившийся сплав меньше подвержен коррозии. Используется для изготовления деталей, опорных конструкций. Большой сегмент производства занимают нержавеющие трубы, использующиеся в промышленности и быту, для прокладки коммуникаций.
Несмотря на превосходные характеристики металла, заварить нержавейку не так просто. Эксперты отмечают следующие сложности при работе со сталью:
- Существенное расширение материала при нагревании и уменьшение при замерзании, что влияет на качество швов и общую эксплуатацию изделий.
- Варится нержавейка при минимальной силе тока аппаратуры. При повышении температуры свыше 500 градусов на поверхности образуется налет хрома и железа, которые со временем сильно окисляются и приводят к коррозии и появлению трещин. При заниженных значениях тока не нарушается структура металла, сталь не прогорает, а шов выходит прочным и долговечным.
- Необходимо пользоваться для сварки специальными электродами, чтобы качество соединения было отличным, а шов – прочным и долговечным. Это необходимо из-за способности антикоррозийной стали к сопротивлению.
Одним из самых эффективных способов избежать преждевременной коррозии является быстрое охлаждение изделия из нержавейки после придания ему нужной формы.
Как варится нержавейка
Соединение деталей из нержавеющей стали производится несколькими способами. Наиболее популярным в быту считается метод ручной дуговой сварки при помощи специальных электродов. Среди распространенных способов сварки называют следующие.
Ручная дуговая сварка покрытыми электродами
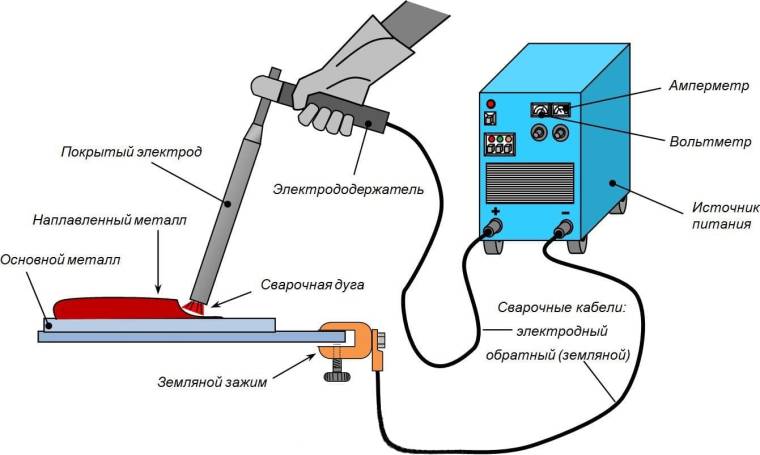
Универсальный метод подходит для соединения мелких деталей, для получения прочного шва. Не требует специальных навыков или инструментов. Преимущества такого вида сварки в том, что в результате получается качественный сварной шов. если к шву нет особых требований - это считается одним из лучших способов сварки нержавейки. Сварка в основном производится на постоянном токе обратной полярности.
С вольфрамовыми электродами

С помощью вольфрамовых электродов можно скреплять тонкие листы толщиной 1 мм с сохранением первоначальных свойств. Вольфрам используется в специальной аргоновой среде для получения стойкого результата. Такой метод подойдет для сваривания нержавеющих труб, использующихся для транспортировки различных жидкостей, и где есть особые требования ко шву.
Полуавтоматическая сварка с аргоном

Такой способ дает повышенные эксплуатационные характеристики готовому шву:
- прочность;
- долговечность;
- устойчивость к коррозии и повышенным нагрузкам.
Процесс сварки происходит с помощью проволоки, которая бывает омедненная, легированная, универсальная, с флюсом, алюминиевая, стальная, порошковая.
После предварительной настройки (скорость подачи, сила тока) и выбора материалов аппарат переключается на постоянный ток обратной полярности. Рабочая поверхность тщательно зачищается щеткой. При включенном аппарате появляется дуга, которая медленно плавит проволоку в месте стыка, образуя сварочный шов. Важно следить за скоростью подачи проволоки и наличием электрической дуги. Метод отлично подходит для стали толщиной 2-3 мм.
Лазерное соединение
Для исполнения шва, отличающегося особой прочностью, понадобится специализированное оборудование. Поэтому лазерная сварка проводится преимущественно на предприятии точечным или шовным методом. К плюсам относят:
- прочность;
- быстроту и точность исполнения;
- отсутствие оксидного налета в месте соединения.
Плазменная сварка
Этот метод может выполняться ручным и автоматическим способом. В первом случае используется электрическая дуга, которая проходит между электродом и металлом. Подходит для сварки тонкого материала. Параметры аппарата варьируются в пределах 0,1-15 ампер (сила тока), 15-100 А при использовании техники «беспучкового сопла». Автоматическая сварка проводится при помощи плазмотрона с силой тока более 100 А, который формирует мощный поток плазмы. К достоинствам такого вида соединения относятся скорость сварки, контролирование энергозатрат, отменное качество шва.
При использовании любого способа необходима предварительная подготовка и глубокие знания в области электросварки. Расходные материалы должны быть под рукой, желательно заранее рассчитать их расход. Поверхность необходимо зачистить, обезжирить ацетоном, бензином. При необходимости зашлифовать мелкой шкуркой. Для устранения сопротивления и внутреннего напряжения металл рекомендуют предварительно нагреть до 200 градусов. Качественный шов получается при отсутствии влаги, поэтому края деталей необходимо просушить.
Как сварить нержавейку в домашних условиях
Чтобы точно знать, чем лучше варить нержавейку, необходимо подробно ознакомиться с методами сварки, определить самый подходящий, использовать только качественные расходные материалы. В домашних условиях оптимальным вариантом станет электросварка, которая отличается большим функционалом, простотой использования, компактными размерами блока. Работает сварочный аппарат от обычной розетки в 220 В. Рабочая сила тока в зависимости от толщины металла составляет 40-150 А. Также понадобятся специальные электроды.
У каждого способа есть свои плюсы и минусы, которые оптимально сочетаются с тем или иным сплавом. Мастер самостоятельно делает выбор в пользу определенного способа, исходя из первоначальных условий сварки, параметров нержавейки, доступности места соединения, требуемой толщины шва.
Главные правила сварки:
- Корпус горелки не должен мешать обзору. Ее лучше располагать в противоположной от шва стороне.
- Расстояние от сопла до поверхности металла не должно быть меньше 12 мм.
- Проволока подается равномерно, с небольшой скоростью во время появления дуги.
Эксперты рекомендуют отдавать предпочтение тем сварочным аппаратам, которые имеют широкий диапазон регулировок. Это позволяет точно выставить необходимые значения и не допустить плавления материала или недостаточного соединения. Должны быть предусмотрены опции:
- работа в прямой и обратной полярности;
- работа с переменным током;
- импульсный режим.
Компания Армакс предлагает качественные изделия из нержавейки, в том числе и нержавеющие трубы, различные клапаны, фильтры осадочные, фитинги, контрольно-измерительные приборы и другие товары по доступной цене и высокого качества с гарантией от производителя. Наши консультанты готовы предоставить интересующую информацию по контактным номерам или электронной почте, быстро оформить заказ с доставкой. В каталоге представлен весь ассортимент продукции, которая понадобится в любом хозяйстве и на предприятии.




